
NEWS CENTER
News center
The six major defects of welding, the causes, hazards, and preventive measures are here
- 分类:Company news
- 作者:
- 来源:
- Release time:2020-03-17
- Visits:12
【十大玩彩信誉平台】Appearance defect Appearance defect (surface defect) refers to the defect that can be found from the surface of the workpiece without the aid of an instrument。The common appearance defects are edge bites, welding nodules, dents and welding deformation, and sometimes surface pores and surface cracks。The root of single side welding is not welded through。
The six major defects of welding, the causes, hazards, and preventive measures are here
【十大玩彩信誉平台】Appearance defect Appearance defect (surface defect) refers to the defect that can be found from the surface of the workpiece without the aid of an instrument。The common appearance defects are edge bites, welding nodules, dents and welding deformation, and sometimes surface pores and surface cracks。The root of single side welding is not welded through。
- 分类:Company news
- 作者:
- 来源:
- Release time:2020-03-17
- Visits:12
The appearance defect (surface defect) refers to the defect that can be found from the surface of the workpiece without the aid of an instrument。The common appearance defects are edge bites, welding nodules, dents and welding deformation, and sometimes surface pores and surface cracks, and the root of single-side welding is not welded through。
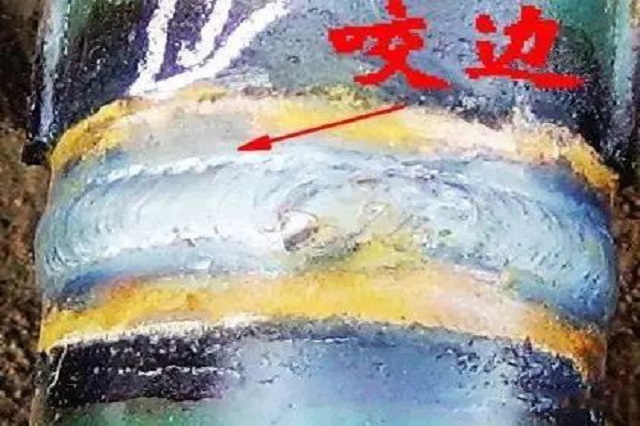
A. Bite the edge

It refers to the depression or groove formed in the base metal part along the weld toe, which is caused by the arc melting the base metal at the edge of the weld and not being adequately supplemented by the deposited metal。
The main reason for the biting edge: the arc heat is too high, that is, the current is too large, the rod speed is too small, the Angle between the electrode and the workpiece is not correct, the swing is unreasonable, the arc is too long, and the welding order is unreasonable。The magnetic deflection of the arc in DC welding is also a cause of edge biting。Certain welding positions (vertical, horizontal, and upward) aggravate the biting edge, which reduces the effective cross-sectional area of the base material, reduces the bearing capacity of the structure, and also causes stress concentration and the development of crack sources。
Prevention of edge biting: Correcting the operating posture, selecting reasonable norms, and adopting good transportation methods will help eliminate edge biting。When welding fillet welds, AC welding instead of DC welding can also effectively prevent edge biting。
B, welding tumor

The liquid metal in the weld flows to the underheated and unmelted base metal or overflows from the root of the weld, and the metal nodules formed after cooling that are not fused with the base metal are welding nodules。Welding specifications are too strong, welding electrode melting too fast, poor quality of welding electrode (such as off-core), unstable characteristics of welding power supply and improper operation posture are easy to bring welding tumors, and welding tumors are more likely to form in horizontal, vertical and upward positions。
Welding nodules are often accompanied by non-fusion and slag inclusion defects, which can easily lead to cracks。At the same time, welding nodules change the actual size of the weld, which will cause stress concentration。The weld nodules inside the pipe reduce its inner diameter and may cause flow blockage。
Measures to prevent welding tumors: make the weld in the flat welding position, the correct selection of specifications, the selection of non-biased core electrode, reasonable operation。
C, pits

Pit refers to the part of the weld surface or back that is locally below the base material。
The pits are mostly caused by the welding rod (wire) not staying for a short time when the arc is closed (the pits are called arc pits at this time), and the pits are often concave at the root of the back of the weld when the vertical and horizontal welding is done。The effective cross-sectional area of the weld is reduced by pits, which often have cracks and shrinkage holes。
Measures to prevent pits: choose a welding machine with a current attenuation system, try to choose a flat welding position, choose a suitable welding specification, and let the electrode stay in the weld pool for a short time or swing in a circle when the arc is closed to fill the arc pit。
D, not fully welded

Incomplete weld refers to the continuous or intermittent groove on the surface of the weld。Insufficient filling metal is the root cause of incomplete welding。The specification is too weak, the electrode is too thin, and the improper rod will lead to incomplete welding。
Incomplete welding also weakens the weld, easy to produce stress concentration, at the same time, because the specification is too weak to increase the cooling rate, easy to bring porosity, cracks and so on。
Measures to prevent incomplete welding: increase the welding current, add welding cover weld。
E. Burn through

Burning through means that in the welding process, the depth of penetration exceeds the thickness of the workpiece, and the molten metal flows out from the back of the weld, forming a perforating lack。
The welding current is too large, the speed is too slow, and the arc stays in the weld for too long, which will result in burn-out defects。The workpiece gap is too large, and the blunt edge is too small。
Burning through is a defect that is not allowed to exist on boiler pressure vessel products, which completely destroys the weld and makes the joint lose its connecting flight and carrying capacity。
Prevention and control measures: select a small current and with the appropriate welding speed, reduce the assembly gap, add a backing plate or medicine pad on the back of the weld, and use pulse welding to effectively prevent burning through。
F, other surface defects
(1) Poor forming means that the appearance geometry of the weld does not meet the requirements。The weld is too high, the surface is not smooth, and the weld is too wide, and the transition of the weld to the base material is not smooth。
(2) The wrong side refers to the staggered position of the two workpieces in the thickness direction, which can be regarded as both the weld surface defect and the assembly forming defect。
(3) Collapse single-side welding due to the input heat is too large, too much molten metal, so that the liquid metal to the back of the weld collapses, the back of the weld protrudes after forming, the front collapse。
(4) Surface porosity and arc pit shrinkage。
(5) All kinds of welding deformation, such as Angle deformation, distortion, wave deformation, etc. are welding defects。
Two, porosity and slag inclusion
A. Stomata

Pores refer to the holes formed when the gas in the weld pool does not escape before the metal solidifies and remains in the weld。The gas may be absorbed by the molten pool from the outside world, or it may be generated by the reaction in the welding metallurgy process。
(1) Classification of stomata
The stomata can be divided into spherical stomata and slime stomata according to its shape.The number can be divided into single stomata and group stomata。The group stomata are divided into uniformly distributed stomata, dense stomata and chain stomata。According to the gas composition in the stomata, there are hydrogen stomata, nitrogen stomata, carbon dioxide stomata, carbon monoxide stomata, oxygen holes。The welding pores are mostly hydrogen and carbon monoxide。
(2) Formation mechanism of stomata
The solubility of the gas in the solid metal at normal temperature is only a few tenths to a few hundredths of the solubility of the gas in the high temperature liquid metal, and a large amount of gas has to escape from the metal during the solidification process of the molten pool metal。When the solidification rate is greater than the gas escape rate, the porosity is formed。
(3) The main causes of porosity
The surface of the base metal or filled metal has rust, oil, etc., and the welding rod and flux are not dried, which will increase the porosity, because the rust, oil, and the water in the electrode coating and flux decompose into gas at high temperature, increasing the content of gas in the high temperature metal。The energy of welding line is too small, and the cooling rate of molten pool is too high, which is not conducive to gas escape。Insufficient deoxidation of the weld metal can also increase oxygen holes。
(4) The harm of stomata
The porosity reduces the effective cross-sectional area of the weld, makes the weld loose, thereby reducing the strength of the joint, reducing plasticity, and causing leakage。Porosity is also a factor causing stress concentration。Hydrogen pores may also contribute to cold cracks。
(5) Measures to prevent air holes
a.Remove oil, rust, moisture and debris from the surface of welding wire, working groove and its vicinity。
b.Use alkaline electrode, flux, and thoroughly dry。
c.Dc reverse welding and short arc welding are adopted。
d.Preheat before welding to slow down the cooling rate。
e.Weld with a strong gauge。
B, slag inclusion

Slag inclusion refers to the phenomenon that the dissolved slag remains in the weld after welding。
(1) Classification of slag inclusion
a.Metal slag inclusion: refers to tungsten, copper and other metal particles remaining in the weld, customary known as tungsten, copper。
b.Non-metallic slag inclusion: refers to the unmelted electrode coating or flux, sulfide, oxide, nitride residues in the weld。Metallurgical reaction is not complete, slag removal is not good。
(2) Distribution and shape of slag inclusion
There are single point slag inclusion, strip slag inclusion, chain slag inclusion and dense slag inclusion
(3) The cause of slag inclusion
a.The groove size is unreasonable;b.There is dirt in the groove;c.In multi-layer welding, the slag cleaning between layers is not complete;d.Welding wire energy is small;e.Weld heat dissipation too fast, liquid metal solidification too fast;f.The chemical composition of electrode coating and flux is unreasonable, and the melting point is too high.g. During tungsten inert gas welding, the polarity of the power supply is improper, the electric and current density is high, and the tungsten electrode is melted and falls off in the molten pool。h.During manual welding, the welding rod swings poorly, which is not conducive to the floating of slag。Corresponding measures can be taken according to the above reasons to prevent the occurrence of slag inclusion。
(4) The harm of slag inclusion
The harm of point-like slag inclusion is similar to that of pores. The slag inclusion with sharp corners will produce tip stress concentration, and the tip will also develop into a crack source, which is more harmful。
3. Cracks

The joint of atoms in the weld is destroyed, forming a new interface and the gap is called a crack。
A. Classification of cracks
According to the crack size, it is divided into three categories:
(1) Macroscopic cracks
Cracks visible to the naked eye。
(2) Microscopic cracks
You can only see it under a microscope。
(3) Ultra-microscopic cracks
It can be found under a high-magnification microscope, which generally refers to intergranular cracks and intragranular cracks。
From the point of view of generation temperature, cracks are divided into two categories:
(1) Hot crack
A crack occurring near the Ac3 line。Generally, it appears after welding, also known as crystallization crack。The two cracks mainly occur at the grain boundary, and there is oxidation color on the crack surface, and the metal luster is lost。
(2) Cold crack: refers to the crack produced below the martensitic transition temperature M3 after welding, which generally appears after a period of time (a few hours, a few days or even longer), so it is also called delayed crack。
According to the cause of the crack, the crack can be divided into:
(1) Reheat crack
The crack occurs when the joint is cooled and reheated to 500~700℃。The reheat crack occurs in the coarse crystal zone of the welding heat affected zone of precipitation-strengthened materials (such as metals containing Cr, Mo, V, Ti and Nb), and generally develops from the fusion line to the coarse crystal zone of the heat affected zone, showing the characteristics of intergranular cracking。
(2) lamellar tear
Mainly due to the steel in the rolling process, sulfide (MnS), silicate and other impurities in it, forming anisotropy。Under the use of welding stress or external restraint stress, the metal cracks along the rolling direction of debris。
(3) Stress corrosion crack
Cracks caused by the combined action of stress and corrosive media。In addition to the residual stress or restraint stress, the stress corrosion crack is mainly related to the structure and shape of the weld。
B, the harm of cracks
In particular, the damage caused by cold cracks is catastrophic。In addition to very few pressure vessel accidents in the world are caused by unreasonable design and improper material selection, most of them are caused by brittle damage caused by cracks。
C, hot crack (crystallization crack)
(1) Formation mechanism of crystal crack
Hot cracking occurs at the end of solidification of weld metal,The sensitive temperature region is the high temperature region near the solid phase line,The most common thermal crack is crystal crack,The reason for its formation is in the solidification process of weld metal,Crystallization segregation results in the accumulation of low-melting eutectic materials from impurities at grain boundaries,To form what's called a "liquid film.",Between specific sensitive temperature zones (also known as brittle temperature zones),Its strength is very small.,The weld is subjected to tensile stress due to solidification and contraction,Eventually cracking forms a crack。
The most common case of crystallization crack is cracking along the center length of the weld, which is a longitudinal crack, and sometimes it occurs between two columnar crystals inside the weld, which is a transverse crack。Crater crack is another form of common thermal crack。
The hot cracks are cracking along the grain boundary, which usually occurs in the gas welds of carbon steel, low alloy steel, austenitic stainless steel and other materials with more impurities
(2) Factors affecting crystallization cracks
The effect of alloying elements and impurities The increase of carbon, sulfur, phosphorus and other impurity elements will expand the sensitive temperature zone and increase the opportunity for crystallization cracks。
b.The effect of cooling rate increases the cooling rate, one is to increase the crystallization segregation, the other is to increase the crystallization temperature range, both will increase the chance of crystallization cracks;
c.In the brittle temperature zone, the strength of the metal is very low, and the welding stress causes the flying part of the metal to be strained. When the tensile stress reaches a certain degree, crystallization cracks will appear。
(3) Measures to prevent crystallization cracks
a.Reduce the content of harmful elements such as sulfur and phosphorus, and weld with materials with lower carbon content。b.Some alloying elements are added to reduce the columnar crystals and segregation。Such as aluminum, sharp, iron, mirror can be refined grains。,c.The weld with shallow penetration depth is used to improve the heat dissipation condition so that the material with low melting point floats on the surface of the weld and does not exist in the weld。d.Reasonable selection of welding specifications, and the use of preheating and post-heating, reduce the cooling speed。e.Reasonable assembly sequence is adopted to reduce welding stress。
D, reheat crack
(1) Characteristics of reheat cracks
a.The reheat crack occurs in the superheated coarse crystal zone of the welding heat affected zone。Produced in the process of reheating such as post-welding heat treatment。
b.The production temperature of reheat crack: carbon steel and alloy steel 550~650℃ austenitic stainless steel about 300℃
c.Reheat crack is grain boundary cracking (intergranular cracking)。
d.It is most likely to occur in precipitation-strengthened steel grades。
e.Related to welding residual stress。
(2) Generation mechanism of reheat crack
a.There are many explanations for the mechanism of reheat crack,The explanation of the mold cracking theory is as follows: the metal near the crack zone is subjected to high temperature thermal cycling,The enhanced phase carbides (such as iron carbide, carbonated hunger, carbonated mirror, carbonated dislocation, etc.) are deposited on the dislocation region within the crystal,The strength of intragranular strengthening is much higher than that of grain boundary strengthening,Especially when the strengthening phase is dispersed within the grain, Hinder the local adjustment within the grain,It will also hinder the overall deformation of the grain,这样,The plastic deformation caused by stress relaxation is mainly borne by the grain boundary metal,于是,Grain boundary stress concentration,A crack will occur,This is called mold cracking。
(3) Prevention of reheat cracks
a.Pay attention to the strengthening effect of metallurgical elements and its effect on reheat cracks。b.Reasonable preheating or use after heat, control the cooling speed。c.Reduce residual stress to avoid stress concentration。d.When tempering, try to avoid the sensitive temperature zone of reheat crack or shorten the residence time in this temperature zone。
E, cold crack
(1) Characteristics of cold cracks
a.It is produced at a lower temperature and after a period of time after welding, so it is also called delayed crack。b.It mainly occurs in the heat affected zone, but also in the weld zone。c.The cold crack may be intergranular cracking, transgranular cracking or a mixture of both。d.The failure caused by cold crack is a typical brittle fracture。
(2) Mechanism of cold crack generation
a.The hardened structure (martensite) reduces the plastic reserve of the metal。b.The residual stress of the joint causes the weld to be strained。c.There is a certain hydrogen content in the joint。
Hydrogen content and tensile stress are two important factors for the generation of cold cracks (here refers to hydrogen-induced cracks)。In general, the arrangement of atoms inside a metal is not completely ordered, but there are many microscopic defects。Under the action of tensile stress, hydrogen diffuses and accumulates towards the high stress area (defect site)。When hydrogen accumulates to a certain concentration, it breaks the bonding bonds of atoms in the metal, and some microscopic cracks appear in the metal。The stress continues to act, the hydrogen continues to accumulate, and the microscopic cracks continue to expand, leading to the development of macroscopic cracks, and finally fracture。There is a critical hydrogen content and a critical stress value to determine whether cold cracking occurs. o When the concentration of hydrogen in the joint is less than the critical hydrogen content, or the stress is less than the critical stress, cold cracking will not occur (that is, the delay time is infinite).。Of all the cracks, cold cracks are the most harmful。
(3) Measures to prevent cold cracks
a.Low hydrogen type alkaline electrode is used, strictly dried, stored at 100~150℃, and used on demand。
b.Increase the preheating temperature, adopt post-heating measures, and ensure that the interlayer temperature is not less than the preheating temperature, select a reasonable welding specification, to avoid the appearance of hard tissue in the weld
c.Select reasonable welding sequence to reduce welding deformation and welding stress
d.After welding, heat treatment of dehydrogenation should be carried out in time。
Fourth, not welded through

Non-penetration refers to the phenomenon that the base metal is not melted and the weld metal does not enter the root of the joint。
A, the cause of non-penetration
(1) The welding current is small and the melting depth is shallow。
(2) The groove and gap size are unreasonable, and the blunt edge is too large。
(3) magnetic bias effect。
(4) The electrode deflection is too large
(5) Poor cleaning between layers and welding roots。
B, the harm of not welding through
One of the hazards of incomplete penetration is to reduce the effective cross-sectional area of the weld and reduce the strength of the joint。Secondly, the damage caused by stress concentration caused by welding penetration is much greater than the harm caused by strength reduction。Lack of penetration seriously reduces the fatigue strength of the weld。Incomplete penetration may be the source of crack, which is an important cause of weld failure。The harm caused by stress concentration caused by non-penetration is much greater than the harm caused by strength reduction。Lack of penetration seriously reduces the fatigue strength of the weld。Incomplete penetration may be the source of crack, which is an important cause of weld failure。
C, the prevention of non-penetration
Using a large current to weld is the basic method to prevent non-penetration。In addition, when welding fillet welds, AC instead of DC to prevent magnetic bias blowing, reasonable design of groove and strengthen cleaning, short arc welding and other measures can also effectively prevent the occurrence of incomplete welding。
Five, not fused

Non-fusion refers to the defect between the weld metal and the base metal, or the weld metal that is not melted together。According to its location, the non-fusion can be divided into three types: groove non-fusion, layer non-fusion, and root non-fusion。
A. Causes of non-fusion defects: (1) welding current is too small;(2) Welding speed is too fast;(3) The Angle of the electrode is wrong;(4) the phenomenon of arc bias blowing occurs;(5) The welding is in the downslope welding position,The base metal has been covered by hot metal when it is not melted;(6) There is dirt or oxide on the surface of the base metal that affects the melting combination between the deposited metal and the base metal。
B, the harm of non-fusion: non-fusion is an area type defect, groove non-fusion and root non-fusion on the bearing cross-sectional area reduction is very obvious, stress concentration is more serious, its harm is second only to cracks。
C, the prevention of non-fusion: the use of large welding current, the correct welding operation, pay attention to the cleaning of the groove。
(1) The chemical composition or tissue composition of the weld does not meet the requirements: the welding material and the base material are not matched properly, or the elements are burned during the welding process, which is easy to change the chemical composition of the weld metal, or cause the weld tissue to fail to meet the requirements。This may lead to a decrease in the mechanical properties of the weld, and also affect the corrosion resistance of the joint。
(2) overheating and overburning: if the welding specification is used improperly, the heat affected zone will stay at high temperature for a long time, which will make the grains coarse, that is, the superheated structure。If the temperature is further increased and the residence time is longer, oxidation or local melting of grain boundaries may occur, and overburned tissue may appear。Superheat can be eliminated by heat treatment, while overburning is an irreversible defect。
(3) White spots: The fish-like white spots that appear on the tensile surface of the weld metal, that is, the white spots from the point F are caused by hydrogen accumulation, which is extremely harmful。
Scan the QR code with your phone
- Business consulting
- Enquiry telephone 023-67787593
- Back to top
Service Hotline:
传真:023-67787596
网址:scottsbluff.seamslikemagik.com
邮箱:info@seamslikemagik.com
Address: No.66 and No.180, Area c, Sendi Avenue, Jiulongpo District, Chongqing

Copyright © 2020 Chongqing Dayou Surface Technology Co., LTD. All Right Reserved Chongqing ICP for 16005686
Copyright © 2020 Chongqing Dayou Surface Technology Co., LTD
Chongqing ICP for 16005686